Objectif
Remplacer le système d'emballage actuel thermofusible et de placement des protections latérales en carton que l'opérateur met par un emballage de carton. Il sert pour réduire les coûts du matériel pour l'emballage et la consommation électrique de la machine ayant ainsi une attention particulière à l'éco-durabilité.
Automatiser le processus d'emballage de plinthe de haute gamme afin d'augmenter la productivité.
Solution
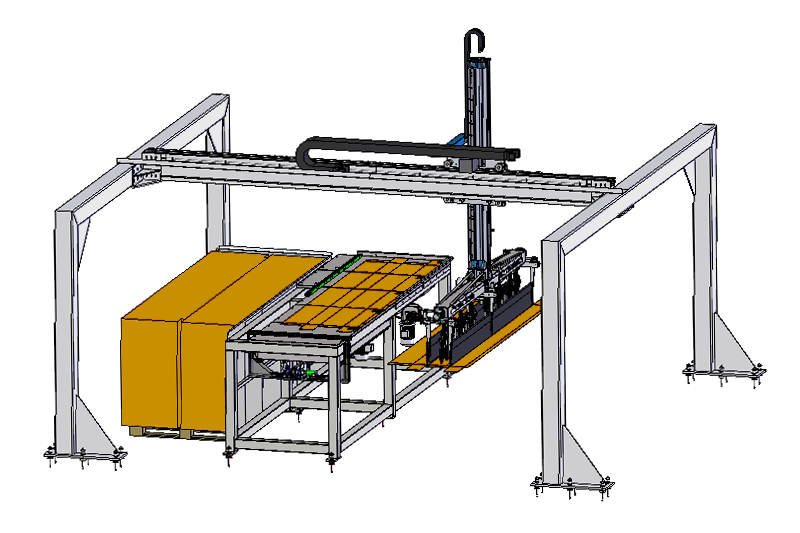
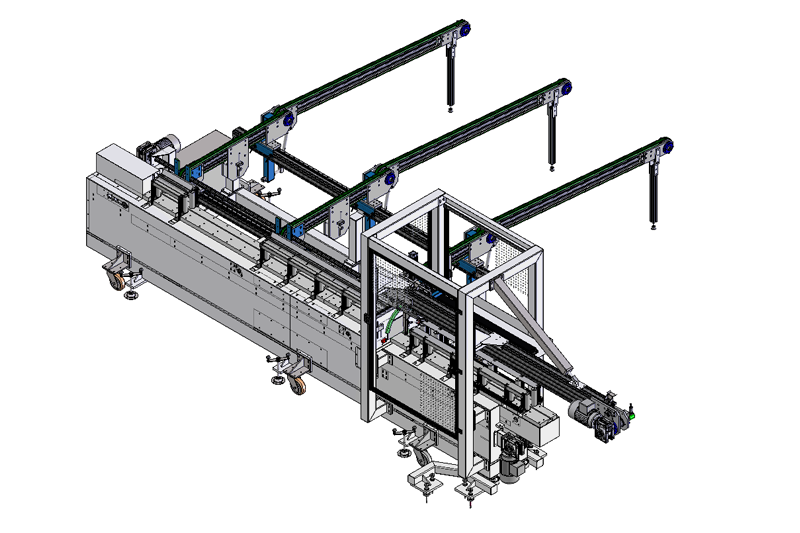
L'installation est composée par une station de chargement produits avec des courroies que conduisent les plinthes vers un opérateur. L'opérateur fait l'empilage à main des plinthes et puis il les envoie à la station automatique de couplage boîte-produit.
Un robot prélève des boîtes découpés et elles sont insérées dans un gabarit qui permet le formage automatique. Un pousseur automatique insère les plinthes dans la boîte et en la dernière station il y a le collage et le formage automatique des boîte